當前位置(zhì):鞏義市恒旭機械製造有限(xiàn)公司 > 產品中心(xīn) > 正文



30分鍾內給予技術谘詢答複
24小時免費提供方案設計
我公司是專業從事軋鋼機技術研發、製造(zào)、銷售、服務為一體的********企業,主要生(shēng)產有軋鋼機、冷軋機、熱軋鋼(gāng)機、鋁箔軋機、四輥軋機、軋鋼機配件等設備。17C.COM一起草入口免費提供(gòng)設備的安裝、調試及技術人員的培訓等相關服務,歡迎廣大用戶前來谘詢洽談。
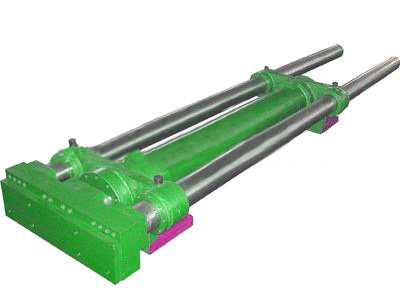
立輥(gǔn)軋機由傳動齒輪箱、機架、軋輥組件、側壓裝置、軌道(dào)、底座和(hé)定滑輪組成,傳動齒輪箱固定在機架的(de)上(shàng)方,軋輥組件在傳動齒輪箱下方的機架內,它有兩個豎直的軋輥軸,軋輥軸兩端的軸承座內穿有水平的絲(sī)杠,其下軸承座下有車輪,絲(sī)杠一端固定側(cè)壓係統,用來調整軋輥。它具有軋機剛度高,帶鋼(gāng)質(zhì)量高,換(huàn)輥省(shěng)時省力的優點。
平立輥協凋軋製控製厚板平麵形狀的(de)試驗過程,通過與常規軋製的比較,說明平輥與立輥的協調作用對中厚板平麵形狀的控製效果,並對試驗結(jié)果進行了理論分析。結果表明:平(píng)立輥協凋軋製對中厚板平麵形狀的(de)控製非常有效。
1. 手輪每轉一圈,側壓絲杠前進或後退3.5mm;
2. 平(píng)衡缸有杆(gǎn)腔控製減壓閥壓(yā)力標(biāo)定為1Mp;溢流閥壓力標(biāo)定為2Mp;
在正常調整輥縫或軋鋼(gāng)的過(guò)程中,平衡油缸一直處於(yú)平衡位,就是(shì)手動換向閥換向手柄一(yī)直偏在南側(cè);在正常調整輥縫的過程中(zhōng),輥係框架跟隨側壓絲杠一(yī)起前(qián)進或後退;當發現輥係框架不跟隨側壓絲杠一起運動;先檢查,輥(gǔn)係框架與軋機襯板間是否有氧化鐵(tiě)或異物卡阻,清(qīng)理幹淨並抹上潤滑油;如還是不能跟隨,通知維修人員檢查液壓係統及油缸是否有故障。另需注意在調(diào)整手輪往開口(kǒu)度大的方向走時,手輪不(bú)要轉得太快,否則輥(gǔn)係框架(jià)可能跟隨不(bú)上側壓絲杠移動的速度。
步:將手動(dòng)換向閥換向閥柄置於北側,將輥係框架推於取接軸扁(biǎn)頭套(tào)方便(biàn)的位置,將閥柄置於中間(jiān)位置,關閉閥台上進油截止閥,再(zài)將手動換向閥南(nán)北多換向幾次後(hòu),將手柄置於中位;
****步:通知維修人員拆兩側油缸油管(拆出時務必標識清楚有杆腔和無杆腔的油管)
第三步:抽接軸(zhóu);
第四步:抽軋機;
裝輥與抽輥步驟相反,需注意的是,換(huàn)完輥接完油管後,將閥台上進油截止閥打開並將手動換(huàn)向閥手柄置於南側後,就可進行輥縫開口度調整和軋鋼(務必要置於南側,讓平衡缸處於平衡位)。
標定減壓閥和溢流閥壓力的方法(fǎ):先將進油截止閥打開,手動換向閥手柄置(zhì)於南側,待輥係框(kuàng)架不動作後,將溢流閥壓力(lì)調(diào)節杆背死,再將減壓閥壓力調節杆調到壓力表顯示2MP位(wèi)置,再將溢流閥壓力調(diào)節杆慢慢鬆,一直鬆到閥台裏(lǐ)有輕微泄油的聲音後(hòu)停止,鎖緊溢流閥調節杆上螺帽,再將減壓閥壓力調節螺杆慢慢鬆到壓力表顯示1MP位置後,鎖緊調節螺杆上螺帽即可。