
當前位置:鞏義市恒旭機械製造有限公司 > 行(háng)業(yè)資訊 > 正文
隨著信息技術的發展,工藝過程和質量管控(kòng)平(píng)台將在熱軋(zhá)生產過程中(zhōng)發揮(huī)積(jī)極的作用(yòng)。通過結(jié)合數據驅動算法及智能(néng)算法,這一平台可以實現軋製過程的精(jīng)準質量判定、過程參數(shù)監控、質量缺陷分析(xī)、質量相關設(shè)備監控等功能,這(zhè)些功能為熱軋廠實(shí)現智能(néng)化、少(shǎo)人化、精細化提供了有力的支撐。本文分析了熱軋板生產過程中(zhōng)兩種較為常見的熱軋帶(dài)鋼表麵質量缺陷產生的原因,並提出了(le)有關控製辦法,從而有效(xiào)提高(gāo)了熱軋產品的合格率。
近年隨著我國(guó)鋼鐵冶金技術的不斷發(fā)展,各(gè)大型鋼鐵企業不斷探索軋鋼方向的自主研發(fā)技術及應用。目前國內各(gè)知名企業在熱軋工藝(yì)方(fāng)麵已經取(qǔ)得了突飛猛進的發展。對於熱軋帶鋼表麵質量缺陷的原因和(hé)控製措施,也有了較新的提升策略。目前各企業熱軋(zhá)帶鋼質量要求一般包括成品規格,平直度,凸度,尺寸等允許的偏差。在卷形質量上包括鐮刀彎,局部麻點,塔形等差值。對於熱軋帶鋼(gāng)的表麵質量缺陷包括夾雜,擦劃傷,鐵(tiě)皮壓入,帶鋼邊緣破(pò)損和輥印等。在熱軋帶鋼的(de)實際生產過程(chéng)中,由於各(gè)種質量檢測技術不斷完善,產品的質(zhì)量合格率(lǜ)已有了很大的提升,但對於極個別的產品缺(quē)陷仍還(hái)有很大的提升空間。各企業針對目前(qián)存在的熱軋帶(dài)鋼缺陷(xiàn)問題,都積極開拓新方式(shì)新方(fāng)法,做到在生產中實時準確控製質量文章,結合目前我公司熱軋帶鋼生產線的工藝及特點(diǎn),分析了存在(zài)於帶鋼表麵質量的幾(jǐ)種缺陷問(wèn)題,並提出(chū)了相應的改善措施。
一、熱軋(zhá)生產線的設備(bèi)特性及生(shēng)產工藝流程
公司引(yǐn)進(jìn)的熱軋生(shēng)產線為較常用熱軋(zhá)板坯機組。熱軋原料都來(lái)自於連鑄機提供的定尺寸板坯。通過加(jiā)熱爐對板坯進行加熱,使其升溫至1200℃左(zuǒ)右,然後經過高壓水除磷係統,利用高(gāo)溫將接觸空氣生成的氧化鐵皮去除。板坯經過可逆(nì)軋機軋製,經過3~7次(cì)軋(zhá)製,通過層流(liú)冷卻係統使帶(dài)鋼(gāng)表麵溫度降溫,由高速卷曲機進行卷曲,從而完成(chéng)整個生產流程。圖1為熱軋(zhá)生產線簡易工藝流程圖。
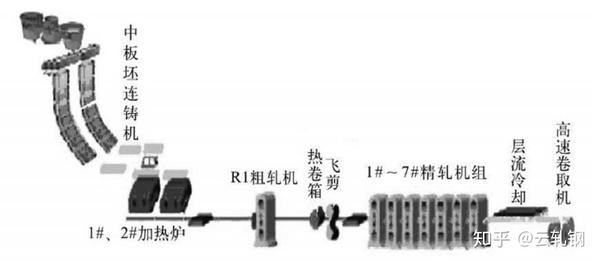
圖1生產線工藝流程圖
二、帶鋼質量(liàng)缺陷分析及控製措(cuò)施
(一)鐮(lián)刀彎缺陷的分析及控製措施
1、鐮刀彎的產生原(yuán)因鐮刀(dāo)彎是熱軋帶鋼中較為常(cháng)見的表麵質量缺陷。這種缺陷類型一般都出現在生產機組發(fā)生跑偏狀態,造成帶鋼刮鋼,嚴重的會引起生(shēng)產事故。造成這種缺陷的原因有很多,一般在熱軋工藝(yì)生產中,現場中(zhōng)的各工藝參數都可能對帶鋼的生產產生影響,生產環境(jìng)的因素也可以使帶鋼冷卻不(bú)均勻較後出現溫度差。原料因素方麵,如果板坯在橫(héng)向上存在差異,也會(huì)出現鐮刀(dāo)彎這一現象。設備因素方(fāng)麵,如果驅動電(diàn)機與操作側機架剛度差異較大,會造成板坯(pī)進入軋輥後出現跑偏,偏離中心線;自動化控製因素如給(gěi)定參數或控製(zhì)係統的不當,使得板坯軋製成型後帶鋼橫截麵出現楔形缺陷。上述這些因素均會使板坯在(zài)軋製時輥係及兩側的受力存在差異和不對稱,造成軋輥傾斜,板形尺寸精度發生變化,從而帶鋼出現鐮刀彎。筆者結合我廠的實際生產情況(kuàng),分析(xī)了產(chǎn)生鐮刀彎常見的因素。
(1)溫度因素。溫度因素主要包括以下三個方麵:熱軋(zhá)板坯在(zài)加熱爐中(zhōng)進行加(jiā)熱時,橫向受熱存在差(chà)異,致使板(bǎn)坯驅動側與操作側,較(jiào)終出現溫差。在軋製的(de)過程中,如果冷卻係統在板坯兩側分布存在差異,也會致使軋輥本身驅(qū)動側與操(cāo)作側存在溫差。如果在生產過程中,工作軌(guǐ)的刮水(shuǐ)板存在漏水(shuǐ)狀況,也會致使板坯兩側出現溫(wēn)差。
(2)偏移軋製中(zhōng)心線的影響。在熱軋板(bǎn)坯軋製中,各種(zhǒng)原因造成了板坯偏離中心線,致使兩側的軋製力不均勻,造成帶鋼在(zài)出口厚度出現波動,形成鐮刀彎。
(3)楔形量的影響。由於來料厚度的不(bú)均勻,或者在操作過程中操作側與傳動側軋機模數不同,在軋製過(guò)程(chéng)中控製係統(tǒng)出現不同步因素,較後造成兩側厚度(dù)不同出現楔形。2、解決辦法
(1)在軋製工藝上應嚴格控製熱軋過程(chéng)中各參數設定(dìng)。並按設定參數執行,同時確保(bǎo)雜誌中爐溫加熱均勻。一般加熱(rè)爐中板坯控製橫向和縱向溫度差值範圍在±20℃。
(2)在軋(zhá)機設備使(shǐ)用上要嚴格控製軋輥定期更換,嚴禁出現超負荷或超期(qī)限的工作(zuò)輥使用現象。對磨(mó)輥的精(jīng)確度和磨損(sǔn)情況要及時跟蹤記錄。正常使用(yòng)的各類工(gōng)作輥定期按照修複要求標準進行(háng)維護。工作本在使用中軸承座應采用墊片以減小使用時的間隙。避免(miǎn)出現軋製交叉現象。發現工(gōng)作輥出現嚴(yán)重磨損狀況時及時更換,以防止軋輥軸向發生竄動。在生產過程中要定期檢查工(gōng)藝中的冷(lěng)卻係統(tǒng),確保(bǎo)冷(lěng)卻係統的噴嘴完好無損。對個噴嘴兒出現(xiàn)堵塞現象時,要及時疏通,以保證水量均(jun1)勻。此外還要及時處理(lǐ)好軋製過程中(zhōng)出現的工作輥刮水板漏水問題,防止由於(yú)帶鋼(gāng)兩側(cè)溫度不均勻而出現各種質量缺陷。(3)從電氣角度考慮,強化對AGC的監控。對AGC油柱的變化情況密切關注。出現(xiàn)操(cāo)作側與(yǔ)傳動側之間的油柱差值明v顯時,須馬上通過電(diàn)動壓下分開離合器,對單側調整後使得(dé)兩側(cè)油柱(zhù)保持水平一致。
(二(èr))麻麵的產生(shēng)及解決方法
1、麻麵的產生原因
(1)在熱軋帶鋼生產過程中的壓入(rù)氧化(huà)鐵皮都來自於加(jiā)熱爐中未除淨的(de)氧化鐵皮。一次氧化鐵皮大部分都在加熱過程中(zhōng)形成,經過雜誌工藝後,在(zài)帶鋼表麵形成一個鋸(jù)齒狀水滴。一次氧化鐵皮在表麵上形成的距離較遠,一般出現在(zài)鋼板的尾部。經(jīng)過粗紮工藝後表現為黑色(sè)微粒。經過除(chú)磷工藝後,氧(yǎng)化鐵皮飛濺到帶鋼表麵較終軋入。
(2)在熱軋生產工藝中,還有一部分麻麵(miàn)是因為二次氧化鐵皮軋入而形成的。由於(yú)在(zài)軋製過程(chéng)中單位麵積作用力較大,薄規格的帶鋼極容易出現這種現象。二次氧(yǎng)化(huà)鐵皮一般發生在板坯的****次除磷之後。二(èr)次氧化鐵皮引起的(de)表麵缺陷,在較終(zhōng)產品質量上形成(chéng)鋸齒形(xíng)狀(zhuàng)的水滴或波(bō)紋等圖案。有時也呈現光滑的水滴或(huò)流線型(xíng)微粒等(děng)汙點形狀。
2、解決辦法
(1)加熱(rè)工藝的(de)改善。優(yōu)化和製定加熱爐操作規(guī)程,從而使生成的氧化(huà)鐵皮在除鱗係統及軋機(jī)中(zhōng)容易破碎去除;降低爐內氧化氣氛,確保為微氧化環(huán)境;實現加熱爐分段加熱,縮短板(bǎn)坯在(zài)均熱段的停(tíng)留時(shí)間。
(2)升級除鱗係統。提(tí)高粗除鱗設備(bèi)及工藝性能。對此我廠對除鱗係統進行了改(gǎi)造(zào)升級,提(tí)高了除鱗機的開(kāi)口度,並對噴嘴的角度及分(fèn)布進行了優化,在粗除鱗(lín)係統的出(chū)口處增設了一套側噴嘴吹掃裝置,並對除(chú)鱗泵的流量及壓力進行定期檢查。此外17C.COM一起草入口還在除鱗機的(de)入口及出口加設了兩條鏈(liàn)條,一方麵可以起到擋水的(de)作用,另一方麵可以機械除(chú)鱗(lín)。同時,每周對測試板進行除鱗效果檢(jiǎn)查,對測試板的打擊分布及深度進行分析,以調整高壓(yā)水壓力或(huò)更換噴嘴。
(3)軋製(zhì)工(gōng)藝優化。軋製時,確保粗軋次數,以達到除鱗效果,通(tōng)常以 3 次以上,****道精軋應以除鱗(lín)為主,不控軋製時,厚度超過20mm的帶(dài)鋼應適當增加軋製除鱗次數。(4)嚴格執行產品檢驗(yàn)標準。加(jiā)強熱板帶鋼的檢驗管理,一旦發現存在麻麵的帶(dài)鋼,通知相關部門對缺陷部位進行修磨,若麻麵麵積所占(zhàn)比重較大,則實施拋丸處理,直至檢(jiǎn)查合(hé)格後方能入庫。
三、結 語
熱軋帶鋼表麵質量是判斷鋼板整體質量的重要因素之一。然而在實際生產過程中,原料質量(liàng)、生產工藝及生產設備等因素均可能造成帶鋼表麵形成結疤、麻麵(miàn)、輥印、裂紋、鱗 皮、針眼、刮傷、孔洞等缺陷。不僅對產品的外觀產生了影響,而且還會對帶鋼的疲勞強度、耐磨性能、抗腐蝕性等機械性能造成嚴重影響。本文重點分析了兩種較為常見的熱軋(zhá)帶鋼表麵質量缺陷產生(shēng)的各種原因,並提(tí)出了有關控製辦法,從而有效提高了熱軋產品表(biǎo)麵質量。





